MENU
窒化処理のエキスパート 株式会社カナック

お知らせ
なぜ熱処理条件の確認を行うのですか?
Q:なぜ焼戻し温度の連絡が必要なのですか?
Q:カナック処理前の熱処理条件はどのようにしたらよいでしょうか?
A:焼き戻し温度よりも高い温度で表面処理を行ってしまうと、≪焼鈍し≫のような状態になり、表面処理後に内部硬さ(HRC)の軟化や大きな寸法変化が起きるためです。
弊社では上記リスクを抑えるため、【処理温度+20℃以上】を目安にしております。
カナック処理は基本500℃で行いますので520℃以上が推奨焼戻し温度となります。
熱処理業者様に指定いただく際はHRCの指定だけでなく、『後でガス窒化処理を500℃で行うので520℃以上で2回以上焼き戻してほしい』とお伝えください。
※すべての鋼種で必ず2回以上というわけではございませんので、条件については熱処理業者様や鋼材メーカー様にご確認ください。

※カナック処理では480℃の特殊バッチもございます。500℃~520℃以下での焼き戻しの場合には、弊社営業担当までご相談ください。
Q:なぜ❝2回以上❞焼戻しが必要なのですか?
A:処理による加熱の影響でおこる寸法変化を減らすためです。
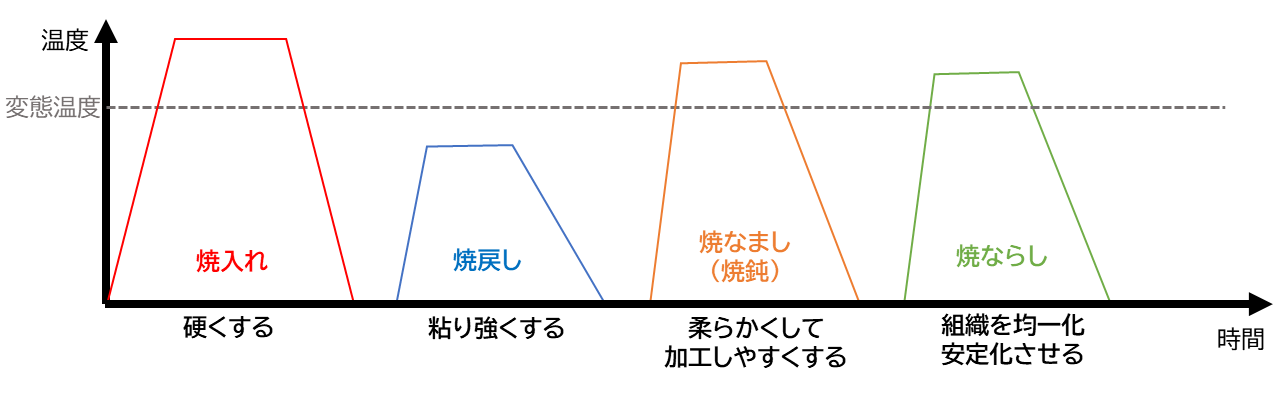
鋼を加熱することで、結晶構造や性質の変化(変態)が始まりますが、この変化が起こる温度を変態温度といいます。
焼入れでは、加熱で柔らかいオーステナイト組織に変化させ、これを冷却すると硬く脆いマルテンサイト組織に変化します。このときマルテンサイト化できずに残ったオーステナイトは「残留オーステナイト」と呼ばれます。
焼戻しでは、変態温度を超えない範囲で、硬くなった鋼に靭性を与え、組織を安定化させます。
この時、残留オーステナイトがマルテンサイトに変化します。
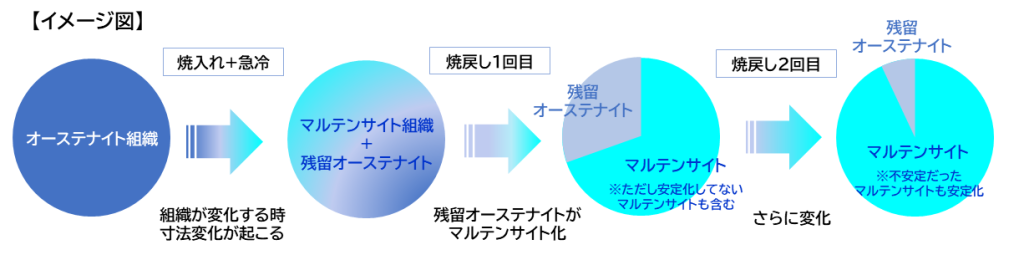
組織の変化が起こる時、寸法変化が起きます。
1回の焼き戻しではすべてが変化しきれず、表面処理を行ってしまった場合に大きな変寸につながる場合があります。
このため、焼き戻しは2回以上行い、その後の表面処理で変化が起きにくい状態にしておくと、変寸リスクを下げることができます。
お問い合わせ
各処理に関するご質問やご相談は、
お気軽にお問い合わせください。
ご注文を希望の方
ご注文を希望の方は、
下記からご注文方法をご覧ください。